本文主要针对托普索Topsoe专利技术《以减少的CO₂足迹和改善的氢集成生产烃的方法和设备》或Hydroflex™生产SAF工艺进行相关的介绍:
一、技术背景与核心问题
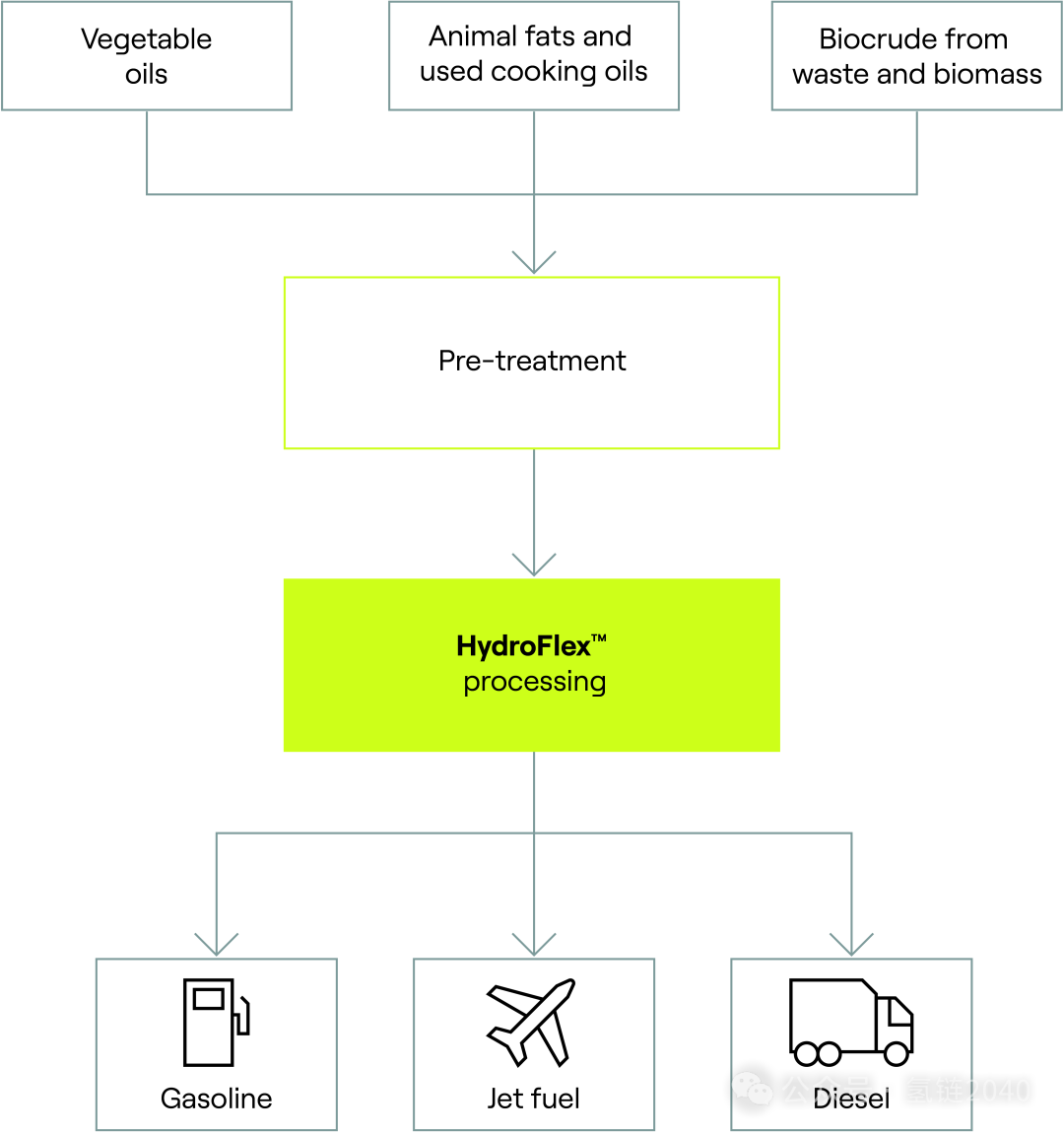
- 可再生原料的加氢处理瓶颈
- 植物油、动物脂肪等可再生原料富含氧(以甘油三酯、脂肪酸等形式存在),加氢脱氧(HDO)需消耗大量氢气(如:
C₁₇H₃₄COOH + 3.5H₂ → C₁₈H₃₈ + 2H₂O)。 - 传统制氢依赖天然气蒸汽重整(SMR),导致高CO₂排放与高能耗(天然气作为原料+燃料)。
- 关键矛盾:氢气需求与碳足迹难以兼顾。
- 植物油、动物脂肪等可再生原料富含氧(以甘油三酯、脂肪酸等形式存在),加氢脱氧(HDO)需消耗大量氢气(如:
- 现有技术缺陷
- 循环氢中H₂S需高压胺洗脱除(即MDEA湿法脱硫技术,成本高,需补硫维持催化剂活性);
- 轻质废气(含未利用H₂及C₁-C₄烃)未被高效利用;
- 制氢单元与加氢处理单元独立运行,能效低。
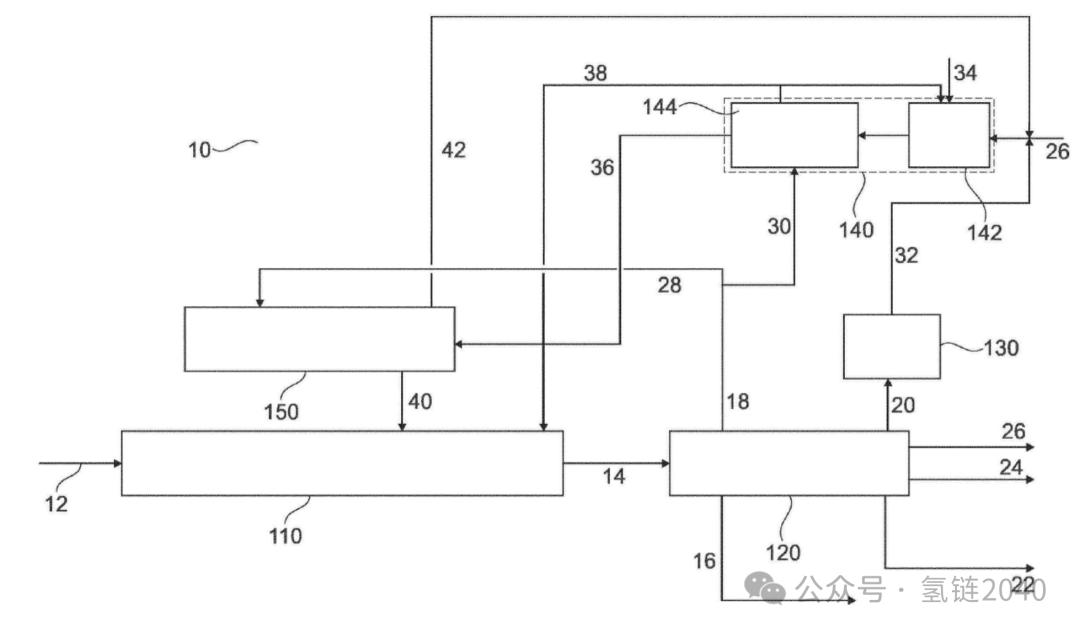
专利附图文字说明:
1. 原料输入与加氢处理工段
• 12: 可再生原料:来源为植物、动物脂肪或废油(如豆油、菜籽油、废弃食用油),富含含氧化合物(甘油三酯、脂肪酸等),需通过加氢脱氧(HDO)转化为烃类。
• 110: 加氢处理阶段:包含HDO单元(脱氧)、HDW单元(脱蜡),可能扩展加氢裂化(HCR)单元。输入原料12与氢气40反应,输出主加氢处理流14。
2. 分离工段
• 120: 分离阶段:接收主加氢处理流14,分离为:
• 16: 水性流(水相):含反应生成的H₂O及少量溶解杂质(如NH₃)。
• 18: 富氢气流:含≥50 vol% H₂、未反应轻烃(C₁-C₄)、H₂S、CO/CO₂。
• 20: 废气流:含烃类(C₁-C₄)、H₂、H₂S、CO/CO₂,需进一步脱硫处理。
• 22, 24, 26: 烃产品(22:可再生柴油(>50℃馏分);24:可再生喷气燃料;26:可再生石脑油)
3. 气体分流与处理单元
• 28: 第一再循环气体流:由富氢气流18分离所得,直接返回加氢处理阶段110(不经脱硫),维持催化剂硫化态。
• 30: 第三再循环气体流:由富氢气流18分离所得,富含H₂(≥50 vol%),送入氢气生产单元(HPU)140的PSA单元144纯化。
• 130: H₂S去除单元:接收废气流20,通过低压胺洗/苛性碱洗涤脱除H₂S,生成:
• 32: 第二再循环气体流:脱硫后含轻烃(C₁-C₄)和残余H₂,输入HPU 140作为重整原料。
4. 氢气生产单元(HPU)
5. 氢气压缩与循环系统
6. 集成物料流
知识点:
- 可再生柴油:Renewable Diesel(可再生柴油/HVO)是一种通过加氢裂解生物油脂生成的烷烃基燃料,具备与化石柴油完全兼容的化学结构、卓越的环保性能(减排80%+)及低温适用性,是第二代生物燃料的核心代表,也是航空脱碳(SAF)的关键技术路径。
- 可再生喷气燃料:可再生喷气燃料(Renewable Jet Fuel/SAF)是以生物油脂加氢异构化为核心工艺、 符合ASTM D7566标准的航空替代燃料。
- 可再生石脑油:可再生石脑油(Renewable Naphtha),定义为生物油脂衍生、沸点50-180℃的烷烃混合物,具备超低硫、零芳烃特性。作为第二代生物燃料的关键组分,它不仅降低化工行业碳足迹,还为交通燃料脱碳提供技术桥梁,未来发展受全球政策强力支撑。
二、专利技术原理与创新点
1. 系统集成架构
核心思想:构建“加氢处理-分离-制氢”闭路循环,实现物料与能量耦合。
流程核心步骤:
- 加氢处理阶段:可再生原料(如豆油)在HDO单元脱氧,HDW单元脱蜡;
- 分离阶段:
- 产出富氢气流(含50%vol以上H₂、H₂S、轻烃)→ 第一再循环流(直接回加氢单元);
- 含烃废气流(含H₂、C₁-C₄烃、H₂S)→ 经低压胺洗脱H₂S → 第二再循环流;
- 制氢单元(HPU):将第二再循环流(脱硫后)+ 天然气/可再生石脑油输入,经重整(如HTCR)、变换、PSA提氢→ 补充氢气回加氢单元。
知识点:
1. HDO:加氢脱氧(Hydrodeoxygenation),在催化剂(NiMo/Al₂O₃ 等)和高压氢气作用下,将可再生原料(如植物油、废弃油脂)中的含氧官能团(-OH、-COOH)转化为水(H₂O)并生成饱和烃的反应过程。
2. HDW:加氢脱蜡(Hydrodewaxing),通过异构化催化剂(Pt/分子筛 等),将长链正构烷烃(如HDO产物)转化为支链异构体,降低产物的凝点和浊点,改善低温流动性的工艺。
3. HPU:氢气生产单元(Hydrogen Production Unit),包含但不限于各类氢气生产单元。如SMR天然气制氢、MSR甲醇制氢、WE电解水制氢等等。
2. 关键技术创新与原理
(1)废气分流与选择性脱硫(突破性设计)
- 问题:传统高压胺洗处理大流量循环氢(第一再循环流)成本高,且脱H₂S需补硫剂。
- 解决方案:
- 废气流占系统总气量<10%(实施例1-3数据),低压胺洗能耗降低68-85%(见文档表:胺消耗对比);
- 保留第一再循环流中的H₂S(50-200ppm),利用其维持HDO催化剂硫化态,避免外部补硫(如DMDS)。
- 仅对废气流(小流量)进行低压胺洗脱H₂S(权利要求5, 40)。
- 原理:
(2)氢气-轻烃协同制氢(能量耦合核心)
- 第二再循环流价值:含未反应H₂(溶解态)及C₁-C₄轻烃(甲烷、乙烷等)。
- 制氢单元优化原理:
- 轻烃替代部分天然气进料:C₁-C₄烃参与重整反应(
CₙHₘ + nH₂O → nCO + (n+m/2)H₂); - 废气中H₂直接提升HPU合成气H₂/CO比,降低水煤气变换负荷(减少蒸汽消耗);
- 结果:天然气消耗降低40-98%(实施例3),重整器尺寸缩小6-11%。
- 轻烃替代部分天然气进料:C₁-C₄烃参与重整反应(
(3)氢气循环优化(压缩机工段设计)
- 补充压缩机输出分流:
- 主路→加氢单元;
- 支路(氢气再循环流)→ 返回HPU(权利要求18)。
- 原理:
- 避免HPU内设专用循环压缩机;
- 利用加氢系统高压条件驱动氢气内循环,降低能耗。
(4)PSA废气能量回收
- PSA尾气(含CH₄、H₂、CO)用作:
- 重整炉燃料(替代天然气);
- 加氢处理单元加热燃料(图2中HDW单元)。
- 原理:可燃组分梯级利用,减少燃料天然气需求。
三、技术优势与数据验证
1. 能效与碳减排
| 指标 | 传统工艺 | 本专利技术 | 改进幅度 |
|---|---|---|---|
| 天然气消耗 | 100%基准 | 0.2-2.6kg/hr* | ↓84-98% |
| CO₂排放 | 高(依赖SMR) | 减少70%* | 显著降低 |
| 重整器尺寸 | 100%基准 | 缩小10%* | 资本支出↓ |
“
*注:以100kg/hr废食用油进料计。
2. 催化剂与操作模式适配性
- 酸模式(无中间脱硫):镍钼基催化剂耐受H₂S,第一再循环流直接回用(实施例1);
- 甜模式(需脱硫):贵金属催化剂通过高压汽提器(116)过渡保护(图2),兼容不同原料硫含量。
四、技术延展与行业意义
- 原料灵活性:
- 兼容植物油、热解油、费托合成产物等(权利要求34-36);
- 可混合化石原料(如VGO)调节反应放热(权利要求37)。
- 绿氢耦合潜力:
- 电加热SMR(e-SMR)使用绿电,进一步降低CO₂足迹(权利要求30)。
- 工业价值:
- 为生物航煤(SAF)、可再生柴油(HVO)提供低成本低碳生产技术;
- 解决欧盟RED II等法规对运输燃料碳强度的严苛要求。
结论
该专利通过分级气体处理(富氢流免脱硫 vs. 废气流专有脱硫)、轻烃-氢气协同重整及系统能量集成三重创新,在分子尺度上重构物料流动,实现:
- 天然气消耗最小化(轻烃替代+PSA废气利用);
- 设备紧凑化(低压胺洗+重整器尺寸缩减);
- 碳足迹降低70%以上。
其技术路径为可再生燃料生产提供了兼具经济性与环保性的系统级解决方案。
附:系统图
本文转载自氢链2040,只做主题效果测试使用,本文观点不代表氢头条立场。